Промежуточный вал судна: назначение и сложности ремонта
Судовой валопровод — это комплекс механизмов и устройств, передающих крутящийся момент от двигателя к движителю и упорное давление к корпусу морского/речного судна. Поломка любого его звена означает простой и риск каскадных повреждений. Машиностроительный завод «Гефест» из Санкт-Петербурга осуществляет ремонт промежуточного вала судна для продления срока службы оборудования.
Промежуточный вал: что это и зачем нужен
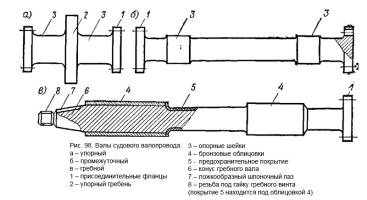
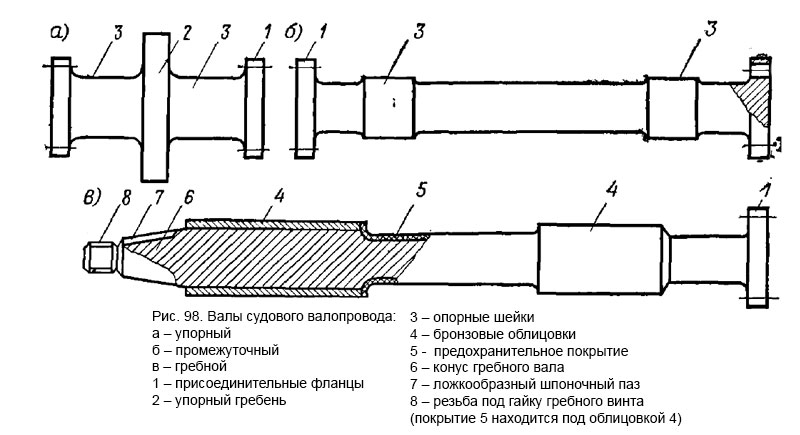
Промежуточный вал судна — элемент валопровода, устанавливающийся между гребным и упорным валами, когда их общей длины не хватает для связи двигателя с гребным винтом (движителем).
Основные функции:
-
передача крутящего момента от двигателя к движителю,
-
восприятие нагрузок и веса смежных узлов,
-
обеспечение соосности всей линии.
Количество промежуточных валов регламентируется нормами (такими как ГОСТ 24725-81) и определяется архитектурой судна, а также комплексом инженерных факторов:
-
протяженность линии вала. При кормовом расположении машинного отделения обычно достаточно 1-2 валов (длина линии не больше 30 м), при центральным/носовым (длина линии может быть 90-100 м) – требуется большее число звеньев;
-
конфигурация опорных подшипников. Каждый промежуточный вал требует как минимум одной стационарной опоры. Ограниченная возможность установки опор (часто конструктивно возможна лишь одна) диктует максимальную длину каждого звена из-за риска прогиба, что напрямую ведет к увеличению их общего количества;
-
инженерный расчет центровки. Определяет точное положение опор, распределение нагрузок и прогибы. Его итогом может стать необходимость ввода дополнительного промежуточного элемента с опорой для снижения недопустимых нагрузок на соседние подшипники или устранения опасных вибраций;
-
ремонтопригодность. Длина каждого промежуточного вала проектируется с учетом габаритных ограничений – люков, проходов и зон машинного отделения. Это гарантирует возможность его демонтажа для ремонта или замены без масштабной разборки соседнего оборудования.
Причины выхода из строя
-
абразивный износ: твердые частицы действуют на поверхность как наждак. Такие повреждения возникают, например, при попадании грязи, пыли в смазочную систему;
-
вибрации: возникают из-за дисбаланса винта, расцентровки. Вызывают микроповреждения металла;
-
усталостные трещины: появляются в зонах концентрации напряжений (у фланцев, галтелей);
-
коррозия приводит к ослаблению конструкции, потери прочности;
-
перекосы при монтаже: даже небольшие ошибки могут увеличить нагрузку на несколько процентов.
Как распознать износ промежуточного вала
Промедление в диагностике износа – дорога к аварийному простою судна и финансовым убыткам.
Как проявляются первые признаки изнашивания элемента:
-
вибрация: устойчивая или нарастающая вибрация корпуса, особенно в районе машинного отделения и кормы. Пример: вибрация в 7-10 мм/с на частоте вращения вала – сигнал к проверке;
-
нагрев подшипников: повышение температуры опорных подшипников сверх нормы (обычно +15-20°C к температуре МО) указывает на повышенное трение из-за износа шейки промежуточного вала или расцентровки;
-
аномальные шумы: посторонние звуки из линии вала – гул, скрежет, ритмичные стуки – признак контакта металла по металлу или ударных нагрузок.
-
утечки смазки: усиление протечек масла из уплотнений опорных подшипников может свидетельствовать об увеличении зазора из-за износа шейк;
-
повышенный расход смазки.
Методы профессиональной диагностики
Диагностика проводится в доке или на ремонтном предприятии, например, на заводе «Гефест». Позволяет точно оценить ситуацию. Методы диагностики:
-
Визуальный осмотр и обмер:
-
осмотр поверхности промежуточного вала (особенно шеек, галтелей, зон у фланцев) на предмет задиров, рисок, коррозии, видимых трещин;
-
измерение геометрии шеек микрометром. Определение ключевых параметров износа:
-
эллиптичность (овальность): Допустимый предел: 0.15–0.35 мм (для Ø 75–550 мм). Критично: >0.35 мм – требуется ремонт. После ремонта: ≤0.03–0.06 мм;
-
конусность: Допустимый предел: 0.20–0.55 мм. После ремонта: ≤0.03–0.06 мм;
-
-
проверка биения: с помощью индикаторной стойки измеряется радиальное биение рабочих шеек при провороте вала;
-
измерение прогиба (стрелы прогиба): определение общей прямолинейности вала. Прогиб больше 1-2 мм (в зависимости от диаметра) требует правки.
-
-
Поиск скрытых дефектов:
-
Магнитопорошковая дефектоскопия (МПД): выявляет поверхностные и неглубокие подповерхностные трещины (задиры, усталостные трещины у галтелей). Намагниченный вал покрывают магнитной суспензией – трещины «проявляются».
-
Ультразвуковая дефектоскопия (УЗК): «просвечивает» толщу металла. Обнаруживает глубокие трещины, расслоения, раковины, невидимые при МПД. Особо важно проводить контроля зон фланцевых соединений и галтелей после ремонта.
-
Капиллярная (люминесцентная) дефектоскопия: дополнительный метод для выявления мельчайших поверхностных трещин. На поверхность наносится пенетрант с красителем, который затекает в дефекты.
-
Стоимость комплексной диагностики в десятки раз ниже стоимости аварийного ремонта или простоя судна из-за поломки. Обнаружение микротрещины УЗК сегодня предотвращает разрушение металлоконструкций завтра.
Ремонт промежуточного вала судна: от шлифовки до наплавки
Когда диагностика выявляет износ или повреждения, медлить не стоит. От качества ремонта зависит надежность работы. Способы исправления дефектов выбирается согласно их виду и сложности. Основные методы:
- Шлифовка/проточка используется обычно для быстрого восстановления при умеренном износе. Если замеры показали, что эллиптичность (<0.35 мм) или конусность (<0.55 мм) близки к допустимому пределу, но не превышают его критично, а трещин нет.
Суть метода: снятие минимального слоя металла (0.1-0.3 мм) с поверхности на тяжелом токарном или шлифовальном станке. Цель – восстановить идеальную цилиндрическую форму.
- Правка вала. Проводится при прогибе. Выбор метода зависит от его характеристик:
-
наклеп — когда изгиб не больше 2-4 мм на 1 метр длины;
-
статический изгиб — выполняется с помощью гидравлических прессов до уменьшения прогиба до нужных параметров;
-
релаксация напряжений — для исправления существенной величины прогиба.
-
- Наплавка применяется для сильно изношенных или поврежденных промежуточных валов. Технология имеет последовательность:
1. Подготовка:
-
химический анализ стали: определение содержания углерода (допуск для наплавки: ≤0.45%). Высокоуглеродистые стали требуют спецрежимов;
-
глубокая дефектоскопия (МПД+УЗК): выявление ВСЕХ скрытых дефектов. Вырубка трещин и раковин до чистого металла с последующей заваркой.
-
проточка шеек: снятие слоя износа, создание «ложа» под наплавку.
2. Локальный подогрев (120–150°C). Проводится для снижения термических напряжений и риска холодных трещин в наплавленном слое и основном металле.
Осуществляется индукционным методом или нагревателями сопротивления строго в зоне наплавки. Температура контролируется термопарами/пирометрами.
3. Наплавка – автоматизированное нанесение валиков металла с перекрытием слоев.
4. Упрочнение. Прокатка роликом под давлением на токарном станке сразу после черновой проточки наплавленного слоя.
5. Чистовая обработка: точное точение и шлифовка до номинального диаметра шейки с жесткими допусками.
6. Контроль качества:
-
Замеры геометрии (микрометр, индикатор).
-
Обязательная МПД и УЗК шеек и галтелей – поиск пор, трещин, непроваров.
Преимущество наплавки – полное восстановление исходного диаметра и свойств металла, продление срока службы на 5-10 лет.
Решение о способе ремонта принимают инженеры на основе данных диагностики.
Почему качественный ремонт промежуточных валов – стратегическое решение
Ремонт промежуточного вала судна – это восстановление звена, от которого зависит безопасность, надежность и экономическая эффективность судна на годы вперед.
Риски «экономного» подхода:
-
повторные поломки: некачественная наплавка (без подогрева или прокатки), неправильная геометрия галтелей, ошибки в центровке гарантированно приводят к ускоренному износу, вибрациям и внезапному разрушению вала. Цена – аварийный простой и экстренный дорогостоящий ремонт.
-
каскадные повреждения: лопнувший вал может разрушить опорные и упорные подшипники, повредить дейдвудное устройство или даже корпусные конструкции. Ущерб исчисляется огромными суммами.
-
потеря репутации: срыв сроков, штрафы, недовольные клиенты/партнеры.
Преимущества завода «Гефест»
Наше предприятие специализируется на ремонте и изготовлении судовых валов, включая сложные длиной до 12 метров. Мы обеспечиваем полный цикл: диагностику, восстановление. Работа ведется на нашем производстве в Санкт-Петербурге в Колпино.
Доверьте оборудование профессионалам. Мы поможем обеспечить уверенный ход судна и стабильность бизнеса. Готовы обсудить проект и предложить оптимальное техническое и экономическое решение.