Изготовление и ремонт гребного вала в Санкт-Петербурге
Машиностроительный завод «Гефест» изготавливает гребные валы морских и речных судов, залитые баббитом. В услуги также входит замена, правка, ремонт гребных валов и других частей валопровода.
Цена складывается из многих факторов: сложность, стоимость металла, срочность выполнения заказа и т. д. На нашем производстве выпускаем и ремонтируем гребные валы с параметрами: длина — до 12 метров, диаметр — от 400 мм. При изготовлении применяем высокопрочные сплавы, такие как углеродистые стали Ст35, Ст40, Ст45 и легированные стали 40Х, 36Х2Н1МФА.
Гребной вал — важный элемент, который в составе валопровода передает крутящийся момент от главного двигателя гребному винту (движителю). Дейдвудное устройство устанавливается на участке выхода вала из корпуса судна и включает трубы, дейдвудные втулки (носовую и кормовую), сальники и прочие детали.
Дейдвудное устройство предназначается для обеспечения опоры вала, восприятия от его веса и работы статических и динамических нагрузок. Оно также воспринимает возмущающие силы и моменты, которые появляются на лопастях винта при его вращении.
На длинных судах могут устанавливаться промежуточные валы, которые соединяются между собой, гребным валом и мотором посредством муфт, фланцев. Разработка и изготовление оборудования ведется квалифицированными инженерами и мастерами.
Производство
Изготавливаются элементы систем судов в соответствие с требованиями Российского Морского Регистра, Российского Речного Регистра. Компания «Гефест» производит их под заказ по предоставленным заказчиком чертежам. Все работы ведутся по ТЗ (техническому заданию) и обсуждаются индивидуально.
Этапы процесса изготовления вала:
-
проектирование, включающее анализ условий эксплуатации и нагрузок, скорости вращения, вида привода и других факторов. Для надежности применения также важен выбор производственных материалов, которые должны выдерживать требуемые нагрузки и иметь коррозиестойкое покрытие;
-
формовка — придание элементу определенной формы, размеры которой точно соответствуют проекту. Обработка включает технологические операции: токарную, фрезерную, шлифовальную и т. д.;
-
контроль качества. После завершения работы проводятся контрольные испытания на прочность, герметичность, соответствие стандартам безопасности и проч;
-
монтаж. После проверки оборудование готово к установке на новое морское судно или для замены на действующее.
Мы также производим дейдвудные втулки различных габаритов и заливаем их баббитом, используя метод центробежного литья. Запчасти с баббитовой заливкой характеризуются стойкостью к износу и прочностью.
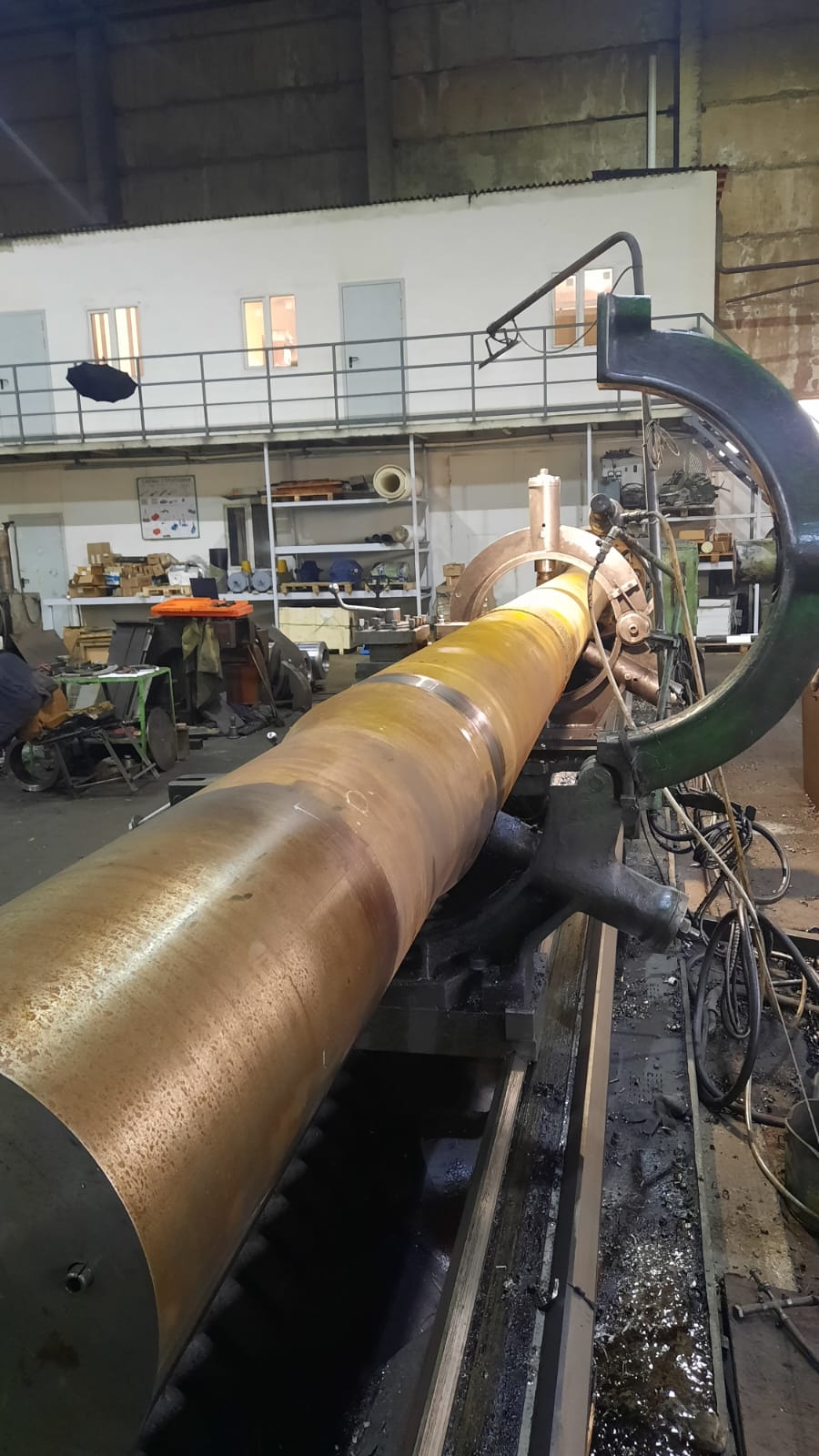
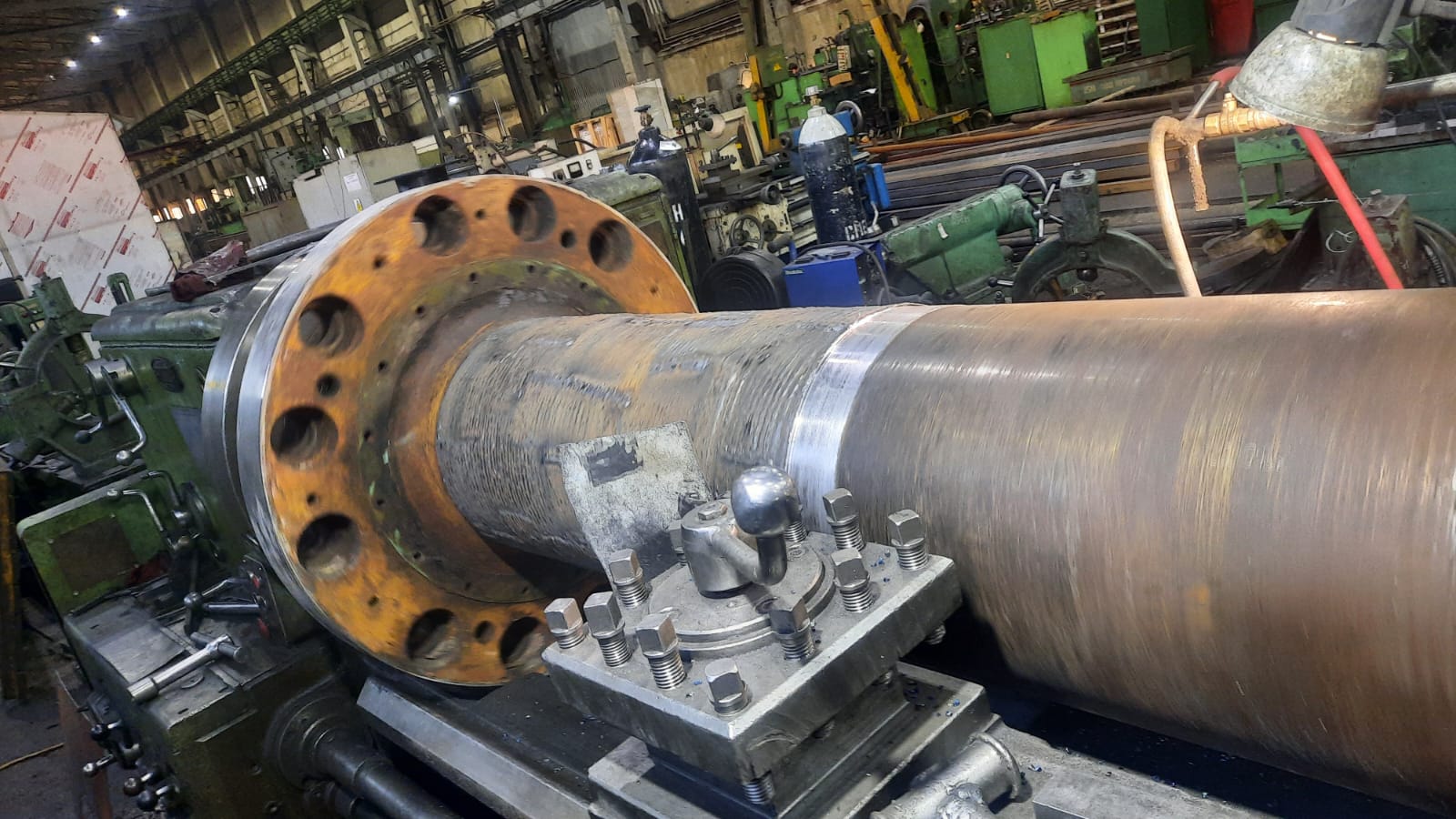
Ремонт 2-х гребных валов длиной 9500 мм

Ремонт
Вначале ремонтных работ проводим дефектацию, то есть визуальный осмотр вала, проверку на кривизну, биение и другие параметры. После анализа составляется проект восстановления, производим правку.
Вся работа осуществляется на нашем заводе в Санкт-Петербурге. Если видим, что ремонт не целесообразен, например, в случае лопнувшего элемента, или обойдется дороже создания новой детали, сообщаем клиенту.
Ремонтируем дейдвудные втулки и заливаем их баббитом.
Причины неисправности
Наиболее часто встречающаяся неисправность — изгиб. Причинами могут быть разные факторы:
-
отсутствие предохранительной муфты, которая должна помешать цилиндрическому элементу сломаться при столкновении с подводным препятствием;
-
наличие трещины в области шпоночных пазов, появившейся из-за воздействий усталостных напряжений, которые возникают, когда помимо крутящегося момента вал передает дополнительные, периодически меняющиеся моменты. Подобные нагрузки могут быть спровоцированы перебоями работы в двигателе, неграмотным монтажом карданных шарниров и другими факторами;
-
резонансные крутильные колебания, когда частота колебаний системы мотор-вал-винт идентичны с частотой знакомпеременных нагрузок.
Завод «Гефест» производит ремонт любой сложности. Применение современных станков и инструментов обеспечивает нам высокую производительность. Предоставляем гарантию на все услуги. Для вязи достаточно позвонить по указанным на сайте телефонам. Или напишите на e-mail, размещенный в разделе «Контакты». Отвечаем в течение суток.